high voltage 120V generator for meltblown
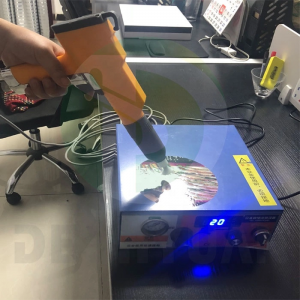
120kv Electrostatic electret generator works to charge the PP meltblown non-woven fabric which is the core filter material for medical materials, elecret treated meltblown fabric is the key to prevents gems and virus, increase filtration to 95%-99%.
The static electricity generator is composed of an electrostatic emitter and a high-voltage power supply. The high-voltage power supply provides a negative (or positive) high voltage of the electrostatic emitter, so that the electrostatic emitter emits negative-pressure static electricity (or positive-pressure static electricity), and then charges the object or work piece for the process operation. The higher the voltage, the greater the effective range.

What to do with the poor filtering effect of meltblown cloth?
1. Increase the hot air flow or temperature (increase the fineness of the fiber, reduce the porosity, improve the capture capacity, but the resistance increases);
2. Increase the electrostatic voltage (current) (polarize the fiber, increase the fiber's electrostatic field energy, and improve its adsorption capacity);
3. Add powder or other electrets to the raw materials (improve the power receiving capacity and storage time of the fiber, allowing the fiber to carry more charge and charge time);
4. Increase the air suction at the bottom of the net (increase the density of the fiber and improve the ability to capture the fiber. The large weight is obvious, not commonly used);
5. Appropriately reduce the output (under the same process, the extrusion volume becomes smaller, the fiber becomes thinner, and the resistance increases);
6. Increase the working temperature of the die head (die tip) and other areas (the fluidity of the melt becomes better, and the fiber becomes thinner);
7. Increase the spinning environment temperature (the fiber becomes thinner, generally when the room temperature rises, the resistance increases more obviously, and other physical indicators decrease);




How to adjust the temperature of the meltblown machine:
1. If the rubber material stays at high temperature and high pressure for a long time, it is easy to sinter and carbonize.
2. The temperature must first be determined when adjusting the machine, not the display temperature on the machine, but the actual temperature of the barrel and mold. For many small devices, the sensor has not been calibrated, and the displayed temperature and the actual temperature will be very different.
3. For the material with melting index 1500, the temperature is set above 270℃, which is a bit high.

How to improve the strength of melt blown cloth?
1. Increase the flow of hot air (the fiber is thin, there are many entangled nodes, the fiber is uniformly stressed, and the strength increases, but it will decrease after increasing to a certain extent);
2. Increase the temperature of hot air (same as above);
3. Appropriately increase the weight of the product (within the scope of internal control);
4. Increase the temperature of the die head (die tip) and other areas (same as 1);
5. Appropriately reduce output;
6. Appropriately reduce the receiving distance of the meltblown cloth (not too small, but the brittle strength of the cloth will decrease, combined with other other parameters);
7. Increase the air suction at the bottom of the net (large weight is more obvious);
8. Use raw materials with lower melting index.
Screw speed problem
1. The faster the screw speed, the greater the extrusion volume per unit time. Under the same hot air drafting conditions, the fiber will be thicker. The fiber content in the product of the same gram weight will decrease, and the fiber web strength will decrease.
15. Receiving distance and drum speed issues
2. The receiving distance is an important parameter that affects the performance of the fiber web. Generally, as the receiving distance changes, the longitudinal and transverse strength, bending stiffness, and fiber diameter of the meltblown cloth will change accordingly. The larger the receiving distance, the longer the cooling time of the drafted fiber, the less the bonding points between the fibers, the more fluffy and softer the product, and the lower the breaking strength.
3. The rotation speed of the drum determines the orientation of the fibers in the fabric. The faster the rotation speed, the more the fibers are oriented along the rotating direction of the receiving device, and the greater the difference in the vertical and horizontal directions of the fabric.
Also have other model static generator for IML