


water Ink carton printing rubber roller
DECAI roller manufacturer, sells rubber rollers of various materials, complete varieties, high-quality rubber roller products, can be customized according to customer requirements, please contact water Ink carton printing rubber roller for details of rubber rollers, and give you a reasonable and fair quotation!
After the ink rollers are installed on the machine, their respective pressures must be adjusted strictly and standardized. If the pressure is adjusted too lightly, it will easily lead to poor water and ink transfer; if the pressure is adjusted too heavily, the friction between the rollers will be artificially increased, the ink roller will heat up and heat up, and the extrusion and expansion between the rubber rollers will be increased. Accelerate its wrinkling and aging, and the product quality will also be affected, the harm is self-evident. There was an operator who mistakenly adjusted the pressure between the hard roller and the rubber roller to be too heavy when changing the rubber roller, so that the new rubber roller was cracked and scrapped just after starting a shift. In addition, if alcohol fountain solution is used, the pressure relationship of the water roller should be adjusted carefully to prevent the service life from being reduced due to passive transmission.




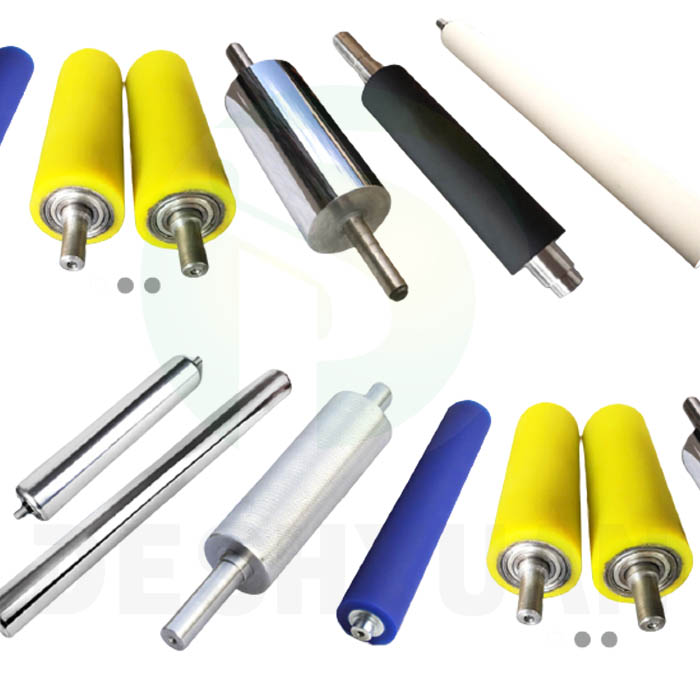
Rubber rollers can be divided into: flat rollers and patterned rubber rollers according to surface morphology; according to materials, they can be divided into: butyl rubber rollers, rubber rollers, polyurethane rubber rollers and silicone rubber rubber rollers, etc. The rubber mixture is mainly used in papermaking, printing and dyeing, Printing, food processing, metallurgy, plastic processing and so on.
Several issues that need to be paid attention to in the production of rubber rollers:
1. The amount of the purchased hose should be calculated in advance, and spare parts should be set aside.
2. The outer chamfer of the bearing should be selected as 20°~30°, and the rib should be selected with fine buckles and equal distances. If the outer chamfer is 45°, it is easy to damage the inner hole of the aluminum liner hose during the sleeve making process, and 45° can be used for non-aluminum liner;
3. If the grinder cage is to sharpen the rubber roller in the middle of the grip, the bearing core should be the core produced by the centerless grinder; the simple way to identify whether it is the core produced by the centerless grinder is to look at the two ends of the core, which should not be worn. hole;
4. Check the bearing to see whether it is flexible, whether the oil is cleaned, whether the bearing clearance is appropriate, and whether there are scars and debris on the bearing surface;
5. When making the rubber roller, it is better to choose a vertical sleeve machine, adjust the center line, the pressure should be moderate, and check whether the sleeve machine probe is worn, and the equipment should be maintained and adjusted regularly;
6. After the set is completed, check whether there are metal chips at both ends of the bearing, and clean up if necessary;
7. Tools should be used when refueling the cap to prevent oil from being blocked at both ends;
8. The bearing core should be refueled in an appropriate amount, and the oil should be refilled after 4 months of driving.















